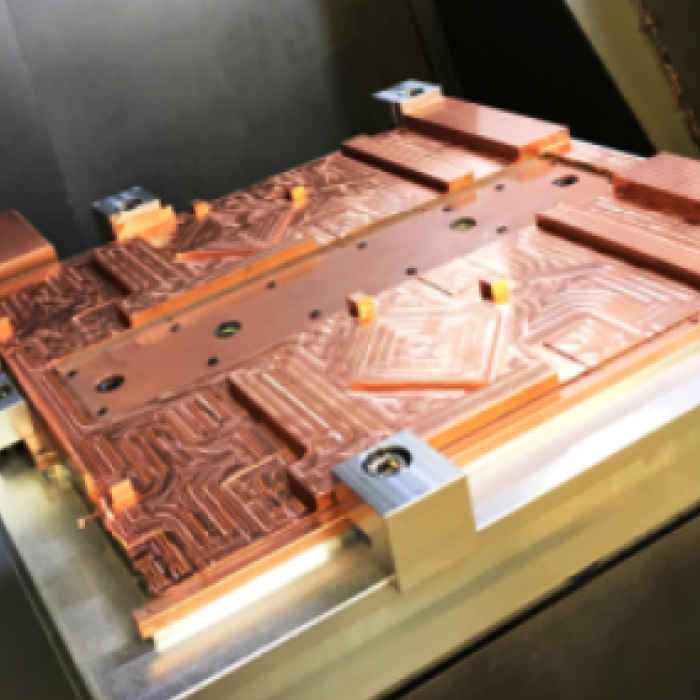
We develop cooling solutions for extreme conditions: For vacuum and high vacuum applications up to 10-9 mbar and for extreme cooling outputs up to 8 kW/m2.
For this, we join different materials such as copper, steel or ceramics in a vacuum-tight manner.
On request, our cooling solutions are ultra-flat down to 0.8 mm und and suitable for a wide range of cooling media such as water, nitrogen or helium.